- Есть вопросы?
- 8(961)1155384
- zakaz@kursach37.com

Контрольная работа по метрологии

1.Классы точности по ГОСТ 520-89 подшипников качения и их применение.Расположение полей допусков наружнего и внутреннего колец подшипников качения. Поля допусков посадочных мест валов и отверстий корпусов по ГОСТ 3325 — 85.
По ГОСТ 520-89 установлены следующие классы точности подшипников:
- 0, 6, 5, 4, 2, Т — для шариковых и роликовых, радиальных и шариковых радиально-упорных подшипников;
- 0, 6, 5, 4, 2 — для упорных и упорно-радиальных подшипников;
- 0, 6Х, 6, 5, 4, 2 — для роликовых конических подшипников.
В условном обозначении подшипников класса точности 6Х проставляют только знак Х.
Установлены дополнительные классы точности подшипников — 8 и 7 ниже класса точности 0 для применения по заказу потребителей в неответственных узлах.
Перечень классов точности дан в порядке повышения точности. Класс точности 0 в случае отсутствия специальных требований (к радиальному зазору и др.) в условном обозначении подшипника не указывается.
Классы точности ставятся через дефис непосредственно перед цифровой частью условного обозначения подшипника. Например: 6-205, где 6-класс точности радиального однорядного подшипника 205.
2. Сертификация АТС по ГОСТ 4.401-88 СПКП «Автомобили грузовые» . Перечислить номенклатуру показателей и нормативы для автомобиля ГАЗ-3307.
| Классификация подвижного состава |
Марки, модели подвижного состава, грузоподьемность | Периодичность ТО, тыс. км | Трудоемкость технического обслуживания, чел.*часов | Удельная трудоемкость на 100 км. |
| Бортовые автомобили | Газ 3307, 4,5 тонны | 1ТО-4 2ТО-16 |
1ТО -1,9 2ТО -11,2 |
3,2 |
3. Задача.
МАЗ-53362
- Принята система соединения класса 2А
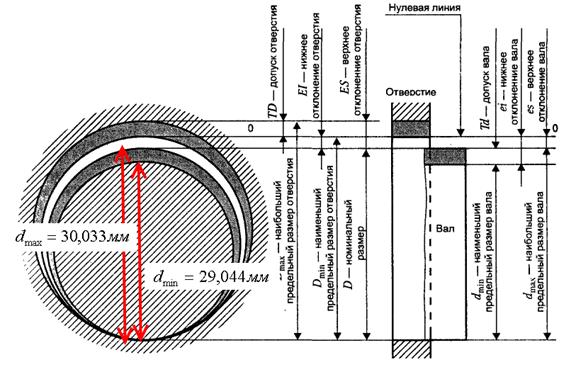
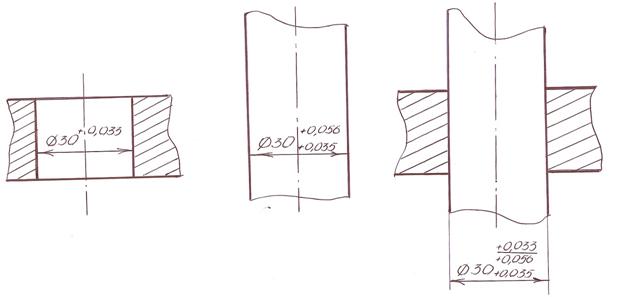
- Основные отклонения и квалитеты отверстия и втулки толкателя следующие:
Для отверстия 0,033 мм
Для втулки 0,056 мм
- Верхние и нижние пределы для втулки
29,044мм и 30,056 мм
Для отверстия 30 мм и 30,033
- Допуски на изготовления втулки 0,025 мм
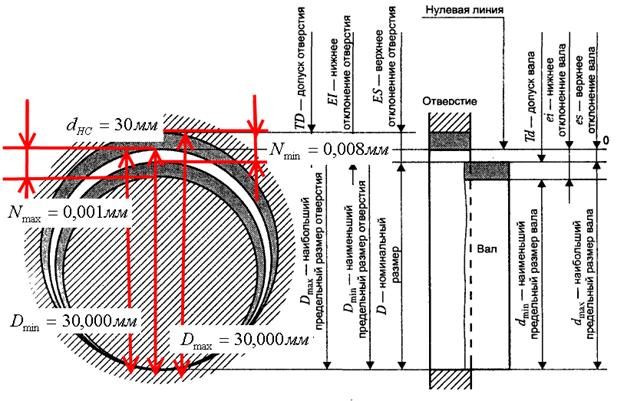
- Максимальный натяги данного соединения 0,008-минимальный и 0,001 максимальный.
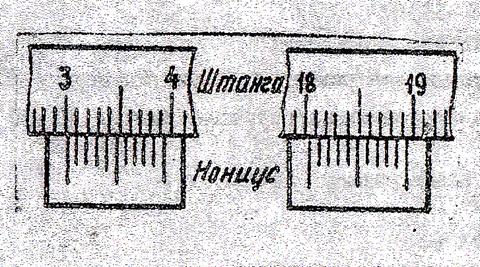
4. Определить размеры, показанные на двух рисунках штангенциркулем.
а) б)
Рис.4.1. , а – измеряемый размер равен 3,3 мм; б – 18,5 мм
Требуется:
- Указать метод (абсолютный или относительный) измерения деталей штангенциркулем. Дать определение методу.
- Выполнить расчет нониус штангенциркуля при точности отсчета
 и модуле
и модуле  .
. - Указать пределы измерений всех выпускаемых штангенциркулей.
- Указать метод (абсолютный или относительный) измерения деталей штангенциркулем. Дать определение методу.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром. Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
- Выполнить расчет нониус штангенциркуля при точности отсчета
 и модуле
и модуле  .
.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса ![]() . Сначала определяется число делений нониуса
. Сначала определяется число делений нониуса ![]() , где
, где ![]() — интервал деления основной шкалы. Интервал деления шкалы нониуса
— интервал деления основной шкалы. Интервал деления шкалы нониуса ![]() , где
, где ![]() — модуль, натуральное число 1,2,3…. Служащее для увеличения интервала деления нониусной шкалы. Затем находят длину шкалы нониуса
— модуль, натуральное число 1,2,3…. Служащее для увеличения интервала деления нониусной шкалы. Затем находят длину шкалы нониуса ![]() .
.
Подставим исходные значения: ![]() ,
, ![]() ,
, ![]() и
и ![]() .
.
![]() — интервал деления шкалы нониуса;
— интервал деления шкалы нониуса;
![]() — длина шкалы нониуса.
— длина шкалы нониуса.
- Указать пределы измерений всех выпускаемых штангенциркулей
К штангенинструментам относятся: штангенциркули рис.4.2,а; штангенглубинометры (рис.4.2, б) и штангенрейсмусы (рис.4.2,в).
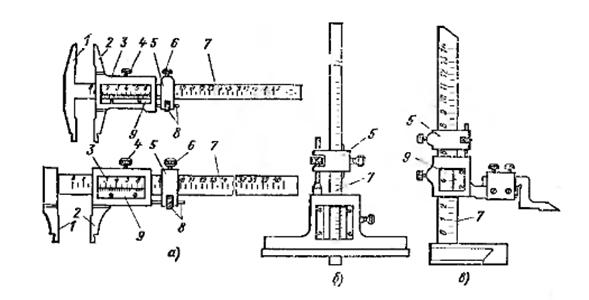
Рис.4.2.
Они предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке. Основными частями штангенциркуля являются: шкала-линейка с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм. Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы. Так, например, на рис. 4.1, а – измеряемый размер равен 3,3 мм; а на рис.4.1, б – 18,5 мм.
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм. Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм. На основной линейке 7 с неподвижными губками 1 перемещается рамка 3, с подвижными измерительными губками 2. на основной линейке нанесены деления в миллиметрах, а на подвижной рамке 3 установлен нониус 9. Для плавного перемещения 3 по линейке 7 предусмотрено микрометрическое устройство, состоящее из: хомутика 5, зажима 6 и гайки микрометрической подачи 8. на подвижной рамке 3 установлен стопорный винт 4. Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.


{kind=link}
{kind=link}
{kind=link}